That Ain’t No Drill Bit
The machinist had been pestered by his neighbor’s son into giving him a part time job working in his shop. “I know all about machine tools and working with metal,” the kid declared, saying that he wanted to get some hands-on experience in case it became a career option for him.
As the machinist was showing the young man around the shop, they stopped in front of a particular work bench. “Wow, those are some crazy-looking drill bits!” the kid exclaimed.
“No,” the machinist replied, “those are actually end mills.”
“No way—that’s tooling, not a mill machine!” the kid insisted.
The machinist rubbed his eyes and took a deep breath, before patiently explaining to the metalworking know-it-all exactly what end mills were and how they operated.
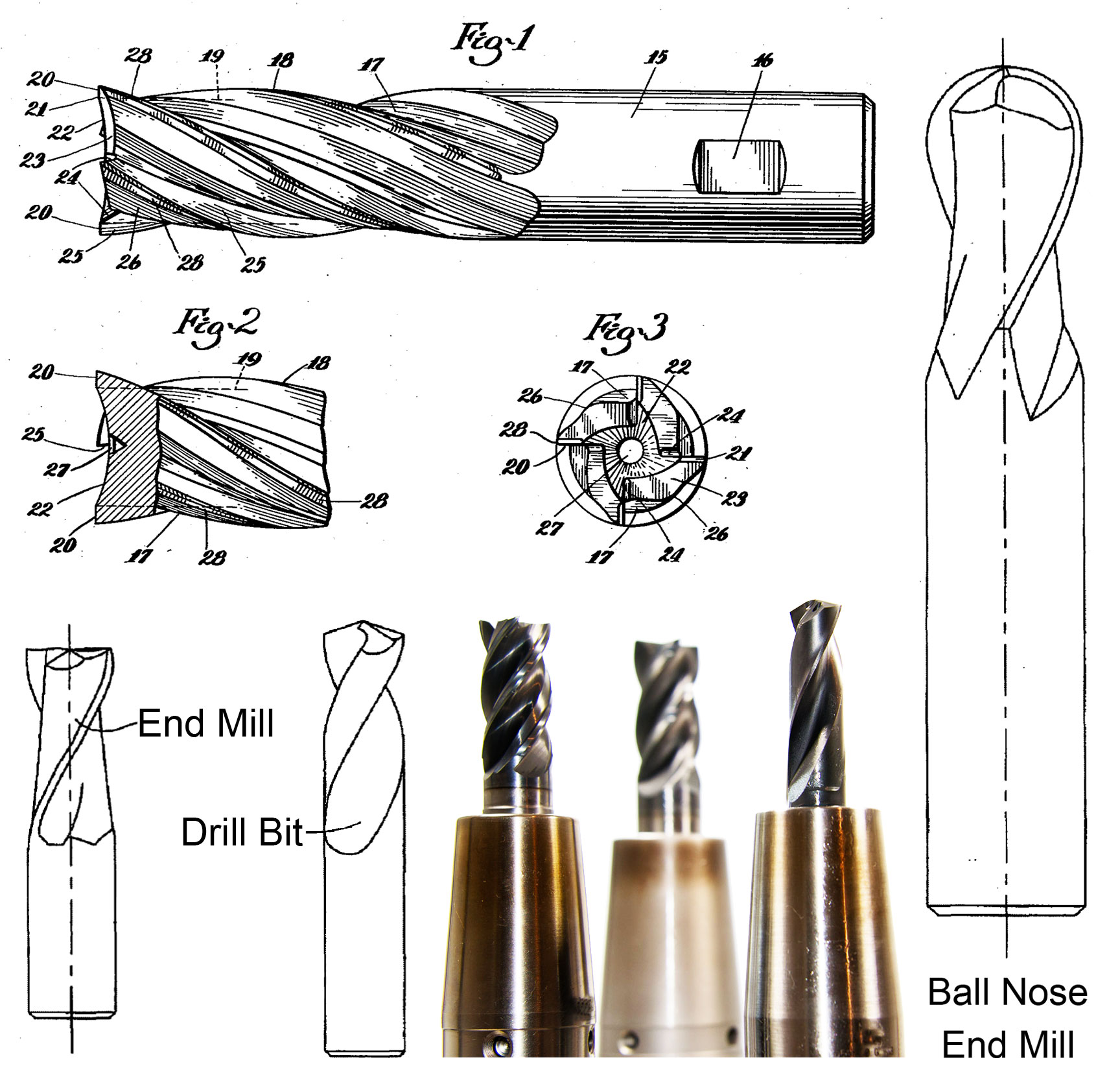
The young man can be forgiven for his error—to the untrained eye of non-machinists, end mills look very much like drill bits, but they have an entirely different function. One detail can quickly distinguish many end mills from drill bits: almost all drill bits are tapered down to a point at the end, while most end mills have a flat, “squared” end, with each of the teeth just coming to an abrupt stop.
While most end mills can, like a drill bit, cut axially—meaning straight up and down along their axis—they are mainly used for cutting laterally, literally moving sideways into the material.
A Versatile Cutting Tool
Like most machine tools, milling machines don’t engage the workpiece directly, but rather through interchangeable tooling that machines the material. Various types of tools can be mounted to the spindle of the machine to perform a specific function, including face mills, involute gear cutters, slab mills, and Woodruff cutters.
End mills are the most common type of cutting tools employed in milling processes on vertical mills. Because they are sharpened on the sides and not just the end, they can cut material in different directions and can be used in a variety of different machining operations, including:
- Cavity cutting
- Chamfering
- Contouring
- Counterboring
- Countersinking
- Drilling
- Face milling
- Finishing
- Milling
- Plunging
- Pocketing
- Profiling
- Reaming
- Roughing
- Slotting
- Spotting
- Surfacing
- Tracer milling
Breakdown of an End Mill
There are several different features or characteristics that distinguish different types of end mills. Key specifications include:
- Angles. An end mill’s helix angle is the angle of the cutting edge of the teeth as they wrap around the shaft. The degree of the angle affects speed of cutting, so a lower angle like 35° would cut slower and stronger, while a higher angle like 45° would cut faster and finer. Some end mills will employ variable helix angles with different teeth that help dampen vibrations. Pitch is an angular measurement between teeth. End mills with variable pitch have unequal spacing to also help reduce reverberations. Other angular measurements in relation to the teeth include rake angle and primary and secondary clearance angles.
- Coating. Tool coatings increase the life of a tool beyond what the material of the tool can provide. For example, titanium aluminum nitride (TiAlN) is a coating used to keep aluminum from sticking to an end mill, while polycrystalline diamond (PCD) is a hard coating for cutters that need to withstand high wear.
- Diameters. The cutter diameter is the distance across the cutting section of the end mill. Larger cutter diameters can remove material faster, but smaller ones can perform more precise work, like milling inside corners. The shank diameter is the width of the shank, which will be different from the cutter diameter and made to match a specific size tool holder.
- Flutes. The spiraled channels or grooves along the cutting section of an end mill are called flutes, while their sharp edges are the teeth that do the cutting. The purpose of a flute is to evacuate the swarf (chips) from the workpiece as it is cut. “Flute count” is a distinguishing feature of an end mill, as the number of flutes affects how it cuts—a higher number increases the tool’s strength, but also reduces its chip flow. One or two flutes might be used with a softer material like aluminum where the swarf needs to be removed in larger pieces, while an end mill with four flutes might be used on steel where strength is needed, and the chips can be smaller.
- Lengths. Length of Cut (LOC) is the length of the cutting edges of the end mill, indicating the axial depth it can cut. Length Below Shank (LBS), also known as Overall Reach, includes the length of cut and any reduced diameter neck area between it and the shank. End mills featuring a reduced neck area between the shank and the cutter are used in deep pocket milling applications. Overall Length (OAL) is the full length of the tool, from end to end.
- Material. What material an end mill is composed of determines how it can be used. Carbon steel end mills, while inexpensive, are rare because they are only appropriate for low-speed operations that don’t generate much heat. A popular option in end mills is high-speed steel (HSS), which will last longer than carbon steel because of the alloying elements added to it. For higher production processes, cobalt-bearing high-speed steel is preferred, as its durable nature allows it to run 10% faster than ordinary HSS and has better wear resistance. The more expensive carbide end mills are the most common type because they have better rigidity than high-speed steel and can be run two to three times faster than HSS. A cost-effective method is to use carbide-tipped end mills, which have carbide brazed to the end of steel shafts. Cemented carbide end mills are tougher than regular carbide and are usually composed of two powdered metals—tungsten carbide and cobalt—that are “sintered,” meaning they are compacted into a solid through pressure and/or heat without melting the compound. End mills can also be composed of other materials, such as cutting ceramic (used in high-speed, high-production machining of softer materials) and the extremely hard polycrystalline diamond (PCD).
- Profile. The shape of the end of the cutting section of the tool is referred to as the profile. The standard style is the “square profile” or “square end” where the teeth have sharp corners at a 90° angle, giving it a flattened appearance. A variation on the square profile is the “corner radius” end mill that has a rounding at the edge of each tooth instead of a sharp corner. If an end mill has a rounded instead of flat end, it is referred to as a “ball profile,” a “ball nose,” or a “ball end,” and is generally used for milling contoured surfaces. There are several additional styles, each with its own purpose (such as cutting a keyway). Some end mills even have pointed or tapered ends, though they don’t look like drill bits because they have very short flutes.
- Shank. The shank of an endmill is the part that doesn’t cut and is held by the tool holder. A shank can be cylindrical and held in place by the friction of a closed collet, or it can be a Weldon shank, which has flat areas that are secured in the holder with set screws.
- Teeth. The cutting edges on the surface of an end mill are the teeth. They are separated from each other by flutes (and are technically considered part of each flute).
Other distinguishing factors of end mills include their tip shape, whether they have center cutting capabilities, and the direction of their helix (downcut end mills have flutes that rotate counterclockwise down the shaft and eject chips to the bottom of the workpiece, leaving a smooth upper surface, while upcut end mills have a clockwise flute rotation and eject chips upward).
The Future of the End Mill
Milling cutters have been around as long as milling machines themselves, with the geometry of end mills being developed and refined through the mid- to late 1800s and the helical flute end mill being invented in 1918. Patents on end mill designs have continued into the 21st century as more innovations in their structures have been advanced.
While end mills aren’t likely to disappear as a machining tool any time soon, the traditional end mill composed of a solid piece of metal is beginning to be replaced by ones with inserts—removable cutting edges—that can save time and expense in the long run for machinists, despite higher initial costs.
The end mill market has continued to grow throughout the early 21st century and is projected to do so into the next decades. Carbide continues to have a competitive price point, ensuring the growth in popularity among machinists of carbide, carbide-tipped, and cemented carbide end mills, along with carbide inserts. The future of end mill cutting is as bright as a shiny new end mill fresh out of its package.